因為專業(yè)
所以領先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因為專業(yè)
所以領先
![[→]](/template/default/image/zixuniconim1.png) 立即咨詢
立即咨詢
![[x]](/template/default/image/closeicon1.png)

鍵合工藝技術是半導體封裝環(huán)節(jié)中的重要技術方法, 而鍵合系統(tǒng)相關的失效也直接影響著電子元器件的互連可靠性。雖然同為鍵合區(qū)域的失效, 但失效機理卻千差萬別。針對性地討論了 Au-Al、 Cu-Al 和 Al-Al這 3 個鍵合系統(tǒng)中常見的基于材料特性和工藝過程的失效模式。
 '
'
1、 鍵合工藝開裂
鍵合裂紋又稱為 “彈坑”, 最易發(fā)生在 Cu-Al鍵合體系中。金鍵合的工藝是相對早期發(fā)展起來的, 工藝較為成熟, 但隨著規(guī)模的擴大、 市場競爭的不斷加劇, 降低成本成了封裝產業(yè)關注的焦點。銅鍵合由于其低成本優(yōu)勢和優(yōu)越的物理和電學性能從中脫穎而出, 并且工藝平臺和金鍵合的相差不大所以容易被移植, 逐步成為消費類市場鍵合工藝的趨勢。但同時也由于鍵合過程 (接觸、 預鍵合和鍵合) 的參數(shù)的提升, 使得該種方式與其他材料的特性參數(shù)不匹配而引起鍵合開裂的現(xiàn)象。
鍵合開裂的檢測一般可用化學方法開封后采用光學或電子顯微鏡進行觀察, 利用強腐蝕性的酸類(硫酸和發(fā)煙硝酸) 去除模塑化合物后暴露芯片鍵合區(qū), 部分情況下尤其是鍵合功率過高的情況, 可以直接在 PAD 表面看到分層甚至開裂現(xiàn)象, 如圖2 所示。在無法充分觀察的情況下, 可以選擇用強酸對鍵合區(qū)域進行去層 (去鍵合點及頂層 Al) 處理后, 在 PAD 區(qū)域進行觀察。典型的去層后的在SEM 觀察下呈現(xiàn)的介質層開裂形貌如圖 3 所示。
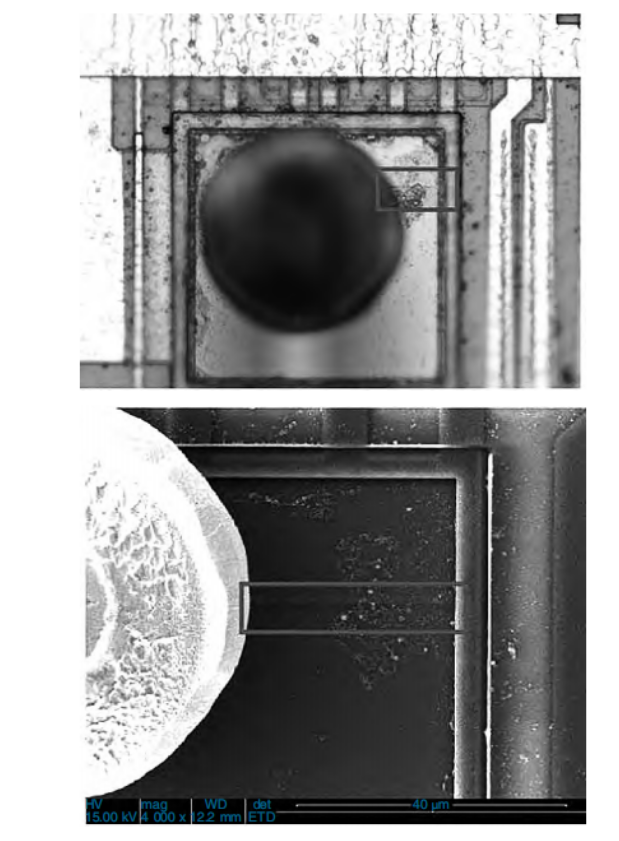
圖 2 某傳感器開封后芯片表面鍵合點處的裂紋
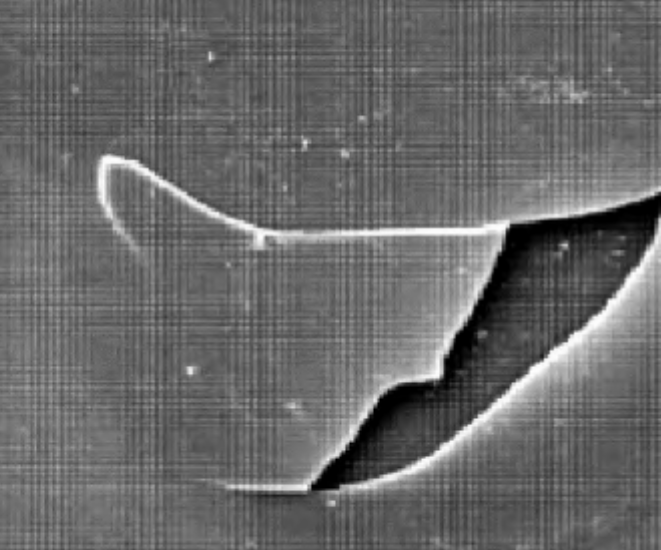
圖 3 電源芯片去鋁后 PAD 的裂紋形貌
在整個銅鍵合過程中有幾個關鍵的影響因素,如果鍵合壓力足夠大, 會使這一階段中銅球充分發(fā)生形變, 接下來鍵合過程中的超聲功率就可以被均勻地施加在接觸界面從而形成良好的結合。但如果在銅球沒有充分形變的情況下就已經開始施加較大的超聲能量, 則會被直接作用于銅-鋁結合界面, 這樣會對下面的電介質層造成損傷, 隨即產生裂紋。
除了調整過程的工藝參數(shù)外, 也可以選擇從結構上來優(yōu)化銅-鋁鍵合系統(tǒng)。通過增加鋁層的厚度也可以明顯地降低裂紋風險。PAD 上的頂層金屬鋁具有良好的延展性, 增加金屬厚度可以有效地緩沖電介質的受力情況。或者, 通過改變通孔陣列(常用鎢通孔), 提升通孔陣列密度, 增加介質層強度, 改善開裂情況。
2 、雙金屬間鍵合退化
在鍵合系統(tǒng)中由于 2 種不同金屬間的過度擴散會導致脆弱的金屬間化合物大量積累, 從而使界面的結合強度下降, 接觸電阻變大, 引發(fā)產品失效。
對于 Au-Al 鍵合由于兩者化學勢不同, 在高溫條件下會產生多種金屬間化合物, 在高于 200 ℃的形況下易生成 5 種金屬間化合物, 即:Au2Al、AuAl、 AuAl2、 Au4Al 和 Au5Al2, 其中以 Au5Al2 為主。由于各種 IMC 的晶格常數(shù)和 CTE 不同, 再加上形成階段導致體積分數(shù)不一致, 所以不同形成和適用環(huán)境條件作用下使得其差異較大。元器件經過高溫或長期使用后就容易出現(xiàn)結合面變脆、 鍵合強度下降等情況, 嚴重的會使得產品出現(xiàn)功耗變大甚至開路等失效模式。通過化學或機械方式開封后可以通過光學顯微鏡觀察到 “紫斑” 或 “白斑” 的現(xiàn)象, 即 AuAl2 或 Au2Al 呈現(xiàn)的顏色。對鍵合點做切片截面可以觀察到 IMC 的厚度變化。
Au-Al相關的另 一 種失效模式是柯肯達爾(kirkendall)效應, 主要發(fā)生在金面, 這是因為在高溫條件下金的擴散速度比鋁快, 金向鋁的迅速擴散產生大量 Au2Al, 并在金面產生細小的空洞和裂紋, 在后續(xù)的應用微空洞逐漸聚集連和并擴展, 導致最終脫落。柯肯達爾空洞一般很少發(fā)生于 Cu-Al界面, 很大程度上是因為銅鋁的金屬間化合物的生成速度相較之下慢。同樣在 200 ℃的條件下 Au-Al形成100 A的合金層需要的時間不到0.3s, 而Cu-Al 則需要約 20 s 的時間。
對于 Cu-Al 鍵合系統(tǒng)而言, 在高溫條件下金屬 間 相 互 擴 散 形 成 金 屬 間 化 合 物 , 即 :CuAl2、CuAl 和 Cu9Al4 。一般情況下, 銅鋁界面的 IMC會隨著不斷使用和時間延續(xù)而不斷加厚, 這樣會降低金屬間的結合強度使結合系統(tǒng)脆性增加, 最終出現(xiàn)接觸電阻變大甚至開路。在元器件的可靠性試驗中一般通過高溫存貯試驗 (HTSL) 來加速 IMC 生長, 來評價器件的可靠性與使用壽命。
楊建偉等通過試驗觀察了不同材料的鍵合絲組成的鍵合點的IMC隨時間生長的變化情況(如圖 4 所示), 可以看出在 500 h 的高溫試驗后IMC 的厚度出現(xiàn)明顯加劇, 在1 000 h后 Au 和鍵合點的 IMC 達到了接近 3.5 μm。此外, 在銅絲中摻雜鈀元素能有效抑制其 IMC 增長。
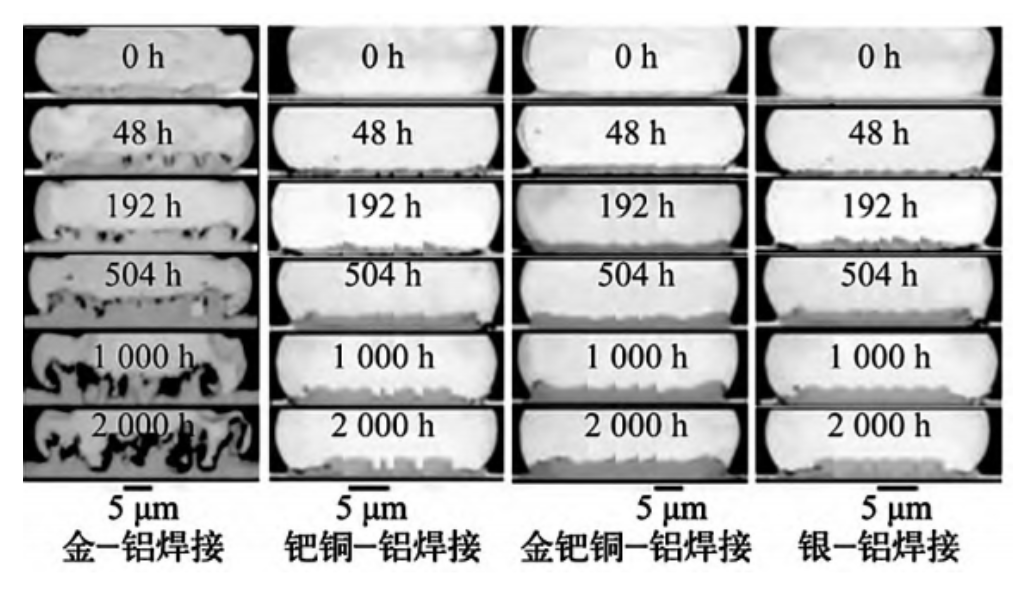
圖4 IMC 隨時間生長變化情況 (175 ℃)
3、 接觸腐蝕
當不同種類的金屬在電解液或類電解液的環(huán)境中產生電接觸時, 由于電位差產生了電流 (電子傳輸), 出現(xiàn)類似于原電池的工作機制。低電位的金屬為陰極, 高電位的金屬為陽極, 陽極金屬被逐漸消耗腐蝕。通常來說電勢差越大, 接觸腐蝕發(fā)生的概率越大, 腐蝕現(xiàn)象也會越嚴重。以 Cu-Al 鍵合系統(tǒng)舉例, 在銅鋁接觸里銅為陰極、 鋁為陽極, 陰極鋁在這個過程中被慢慢消耗同時使得銅鋁界面產生裂紋, 化學反應式如下:
接觸腐蝕的失效模式多表現(xiàn)為鍵合點的接觸電阻異常甚至開路, 這種失效機制一般不會直接引起漏電或短路風險。用化學開封觀察會發(fā)現(xiàn)鍵合點很容易脫落, 圖 5 化開后可見銅鍵合點脫落, 剩下鍵合點周圍的鋁金屬和局部裸露下方的介質層。區(qū)別于前文提到的鍵合工藝裂紋現(xiàn)象, 接觸腐蝕并不會對鋁層下方的介質層造成裂紋等物理性的破環(huán), 所以可以對鍵合區(qū)域去層觀察下方介質層是否存在開裂形貌來加以辨別。對接觸腐蝕的鍵合點做切面,為了更好地觀察到 IMC 和腐蝕形貌可以先對其進行離子研磨后再在掃描電子顯微鏡 (SEM) 下觀察, 圖 6 中銅鍵合有明顯開裂現(xiàn)象, 四周的鋁焊盤連接處存在明顯的腐蝕現(xiàn)象。在嚴重腐蝕的鍵合點也可用 EDX 檢測出鹵素。

圖 5 某電源芯片開封后鍵合點局部脫落形貌
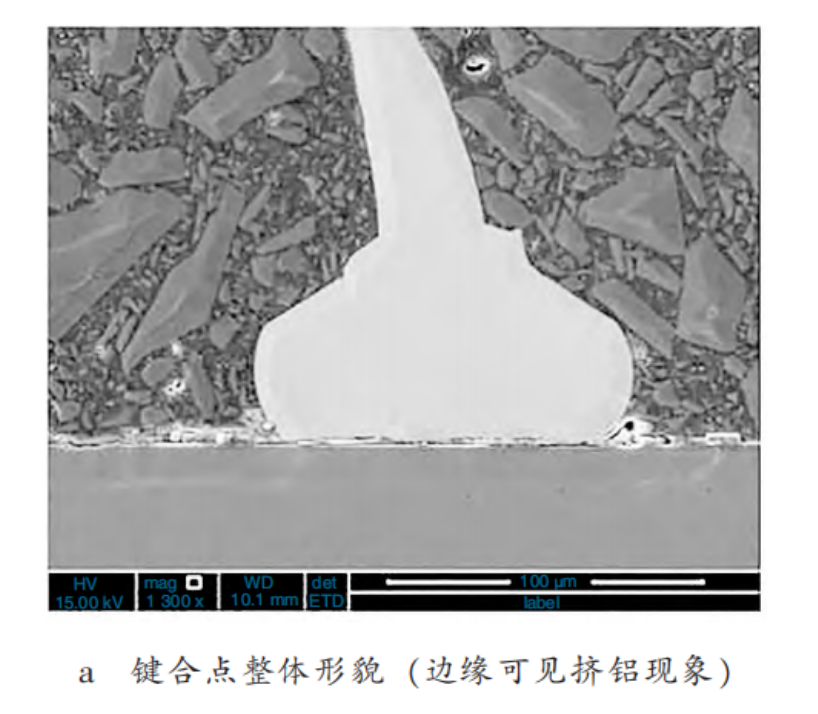
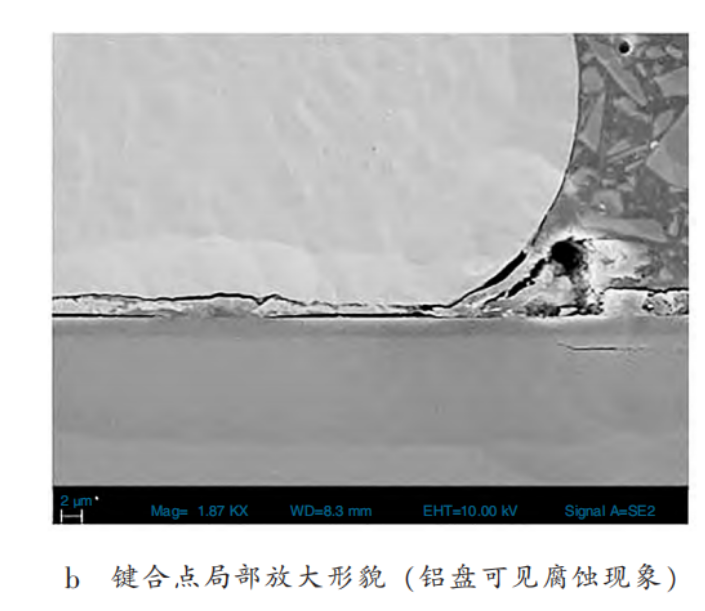
圖 6 Cu-Al 鍵合點切片+離子研磨后的 SEM 形貌
已知金屬 Au 的電極電位為+1.498 V, Cu 的電極電位為+0.337 V, Al 的電極電位是-1.662 V 的情況下, 為什么接觸腐蝕更易發(fā)生在電位差相對較小的 Cu-Al 之間呢?這就又要提到不同 IMC 的形成速率, 上文中說過 Au-Al 之間的反應速度更快,這將直接導致其 IMC 更厚, 而在接觸腐蝕的機理中厚的 IMC 起到了更好的緩沖作用平穩(wěn)了電勢差,相反, Cu-Al 之間缺乏這種有效的緩沖。另外, 由于 Cu 相比 Au 更容易在潮濕的環(huán)境中出現(xiàn)氧化反應, 而生成的 Cu2+又搶奪了鋁的電子發(fā)生還原反應, 最終導致 Al 被氧化, 這樣的不斷反應使 Cu界面出現(xiàn)裂紋而 Al 金屬被腐蝕消耗。
可通過以下方法來減少出現(xiàn)鍵合點接觸腐蝕概率:首先, 可以通過譬如提高鍵合溫度來增加Cu-Al 的 IMC 厚度來增強鍵合點本身的可靠性;其次, 可以選擇采用低吸水量和更少鹵素含量的封裝材料來降低氧化和腐蝕反應發(fā)生的可能性;再次, 可以通過采用鍍鈀銅線 (PCC) 更好地阻止接觸腐蝕發(fā)生。
4 、功率器件的鍵合絲退化
功率器件的鍵合絲退化往往難以單獨觀測, 這是因為在參數(shù)退化的階段結構上沒有伴隨著明顯的失效, 而且這種老化是以組合的方式來激發(fā)器件內各種材料和幾何結構的退化。一旦鍵合絲脫離斷開時, 由于大電流的加載, 分離界面會瞬間產生飛弧打火燒蝕甚至損壞器件, 也破壞了原始形貌特征。
一般會采用可靠性試驗的方法來監(jiān)測和檢測器件退化。針對上文中所述的一些鍵合失效常使用到的可靠性驗證是通過溫度循環(huán)或溫度沖擊等試驗模擬環(huán)境變化來實現(xiàn)的, 這相當于是對元器件施加了一個外界的環(huán)境應力。當然, 有些情況下也會給器件通電, 但由于試驗主要是模擬環(huán)境溫度變化, 所以電流和電壓對其影響并不大, 其主要目的在于激發(fā)各種不同材料結合界面由于熱膨脹系數(shù)的差異和循環(huán)變化帶來的應力激發(fā)和變化。而對于本節(jié)所述的針對功率器件的可靠性試驗還需要選擇功率循環(huán)試驗, 它是通過給器件一定的電流使自身產生的消耗主動加熱再斷電后被動降溫, 從而讓每個周期內器件結溫變化 (ΔTj) 保持在一個恒定值 (通常來說是 100、 125 或 150 ℃)。在每一個溫度波動期間, 不同材料 CTE 的差異與器件本身的幾何構建之間不同方向的溫度梯度產生應力從而造成材料與其連接的疲勞。正常規(guī)律下, 器件在經歷一定的循環(huán)周期之后熱阻開始緩慢增加, 而更長時間 (一般大于 5 000 個循環(huán)) 后電參數(shù) VCE 開始逐步升高,通常標志著鍵合絲已經在發(fā)生退化, 繼續(xù)試驗會出現(xiàn)鍵合絲的開裂甚至脫離。鍵合點的退化也會引發(fā)連鎖反應, 鍵合點在不斷退化的過程中接觸電阻會逐漸變大, 這將使得器件的功耗增大溫度持續(xù)升高, 亦會引起焊料的退化導致散熱的退化, 既影響芯片焊接的可靠性又影響了鍵合點。可以通過檢測VCE 的變化來判斷鍵合的狀態(tài), 譬如當這個增漲超過 5%的時候判據(jù)終點。
通過功率循環(huán)試驗可以觀察到鋁鍵合的退化的示意圖 (如圖 7 所示), 從圖 7 中可以看出鍵合絲發(fā)生了一定的位移并在鍵合點發(fā)生脫離。還有一種退化情況是鍵合點根部開裂 (如圖 8 所示)。對于MOS管一般采用機械方法去除表面模塑, 對于 IGBT 一般采用機械開封去除外殼, 再用化學方法去除有機硅凝膠或環(huán)氧灌封樹脂, 隨即對鍵合點進行觀察。
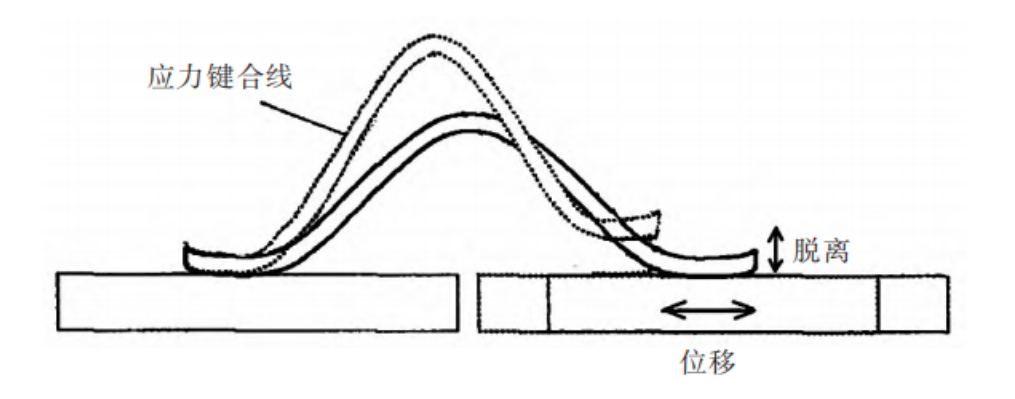
圖 7 老化后鍵合絲脫離 (lift-off) 示意圖
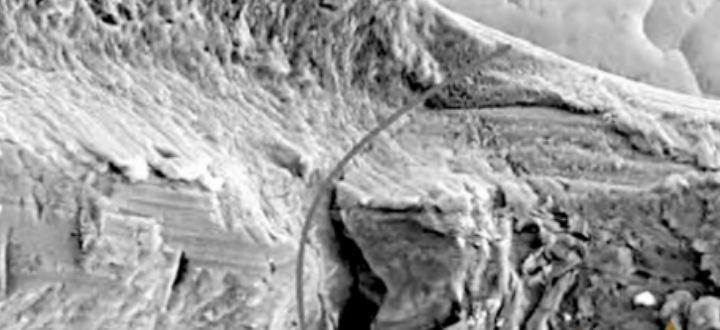
圖 8 鍵合絲根部開裂
圖 7 中的鍵合點脫離主要是因為不同材料間 CTE差異導致產生剪切力使芯片表面金屬疲勞。圖 8 中的鍵合開裂則是由于鍵合絲的熱膨脹及由與其幾何形狀相關的應力形變所導致。試驗證明 鋁鍵合絲的根部開裂與鍵合絲自身的高寬比例相關, 相對較低的高度易引起鍵合絲的根部開裂, 可通過調整鍵合過程中的拉弧參數(shù)提升拉弧高度來改善這一情況。
5、芯片封裝清洗劑選擇:
水基清洗的工藝和設備配置選擇對清洗精密器件尤其重要,一旦選定,就會作為一個長期的使用和運行方式。水基清洗劑必須滿足清洗、漂洗、干燥的全工藝流程。
污染物有多種,可歸納為離子型和非離子型兩大類。離子型污染物接觸到環(huán)境中的濕氣,通電后發(fā)生電化學遷移,形成樹枝狀結構體,造成低電阻通路,破壞了電路板功能。非離子型污染物可穿透PC B 的絕緣層,在PCB板表層下生長枝晶。除了離子型和非離子型污染物,還有粒狀污染物,例如焊料球、焊料槽內的浮點、灰塵、塵埃等,這些污染物會導致焊點質量降低、焊接時焊點拉尖、產生氣孔、短路等等多種不良現(xiàn)象。
這么多污染物,到底哪些才是最備受關注的呢?助焊劑或錫膏普遍應用于回流焊和波峰焊工藝中,它們主要由溶劑、潤濕劑、樹脂、緩蝕劑和活化劑等多種成分,焊后必然存在熱改性生成物,這些物質在所有污染物中的占據(jù)主導,從產品失效情況來而言,焊后殘余物是影響產品質量最主要的影響因素,離子型殘留物易引起電遷移使絕緣電阻下降,松香樹脂殘留物易吸附灰塵或雜質引發(fā)接觸電阻增大,嚴重者導致開路失效,因此焊后必須進行嚴格的清洗,才能保障電路板的質量。
合明科技研發(fā)的水基清洗劑配合合適的清洗工藝能為芯片封裝前提供潔凈的界面條件。
合明科技運用自身原創(chuàng)的產品技術,滿足芯片封裝工藝制程清洗的高難度技術要求,打破國外廠商在行業(yè)中的壟斷地位,為芯片封裝材料全面國產自主提供強有力的支持。
推薦使用合明科技水基清洗劑產品。
![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)





![[圖標]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)