因為專業(yè)
所以領先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因為專業(yè)
所以領先
![[→]](/template/default/image/zixuniconim1.png) 立即咨詢
立即咨詢
![[x]](/template/default/image/closeicon1.png)

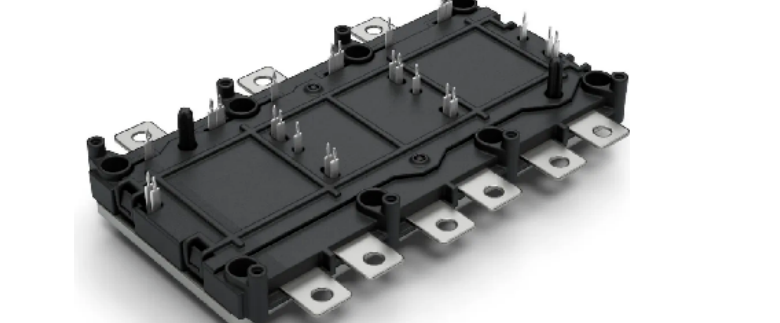
英飛凌作為全球車規(guī)級功率半導體領域的龍頭企業(yè),其對配套的散熱基板要求較高,產(chǎn)品除需在熱導率、熱膨脹系數(shù)、硬度等性能指標方面表現(xiàn)優(yōu)異,還需要兼具性價比和經(jīng)濟性。英飛凌采用的針式散熱基板產(chǎn)品演化歷程,較為全面地反映了該產(chǎn)品的技術發(fā)展路徑。
以英飛凌代表性的 HybridPACK?系列功率模塊為例,從基板材料和生產(chǎn)工藝角度,其配套的針式散熱基板已經(jīng)經(jīng)歷了四次演變,具體過程如下:
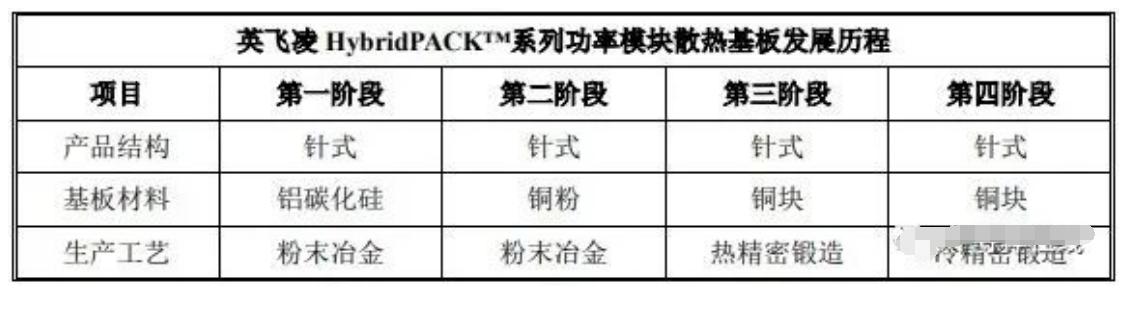
如上表,從基板材料看,散熱基板經(jīng)歷了從鋁碳化硅到銅粉、銅塊的演進;從生產(chǎn)工藝看,散熱基板經(jīng)歷了從粉末冶金到熱精密鍛造,再到冷精密鍛造的演進。隨著產(chǎn)品階段的演進,散熱基板性能逐漸優(yōu)化,產(chǎn)品性價比逐步提高。
散熱基板作為整個功率模塊的力學支撐與重要的散熱通道,對其綜合性能有較高要求,需要具備高熱導率、與芯片及覆銅陶瓷基板相近的熱膨脹系數(shù)和一定的硬度,同時還要兼具性價比。目前車規(guī)級功率模塊散熱基板材料主要包括銅、鋁碳化硅和鋁等,各材料主要情況如下:
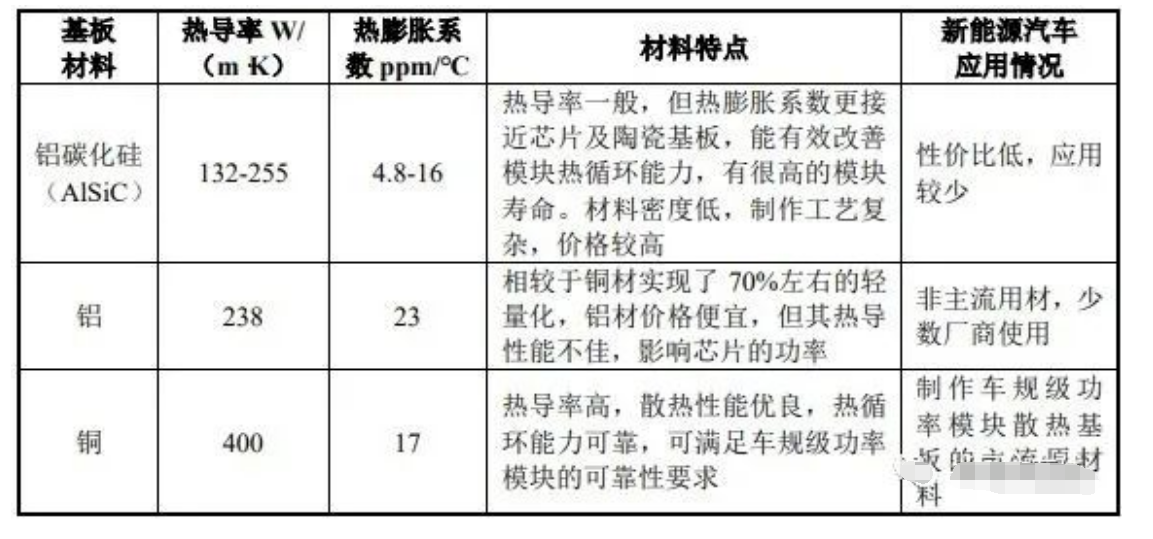
熱導率與熱膨脹系數(shù)是散熱基板最重要的兩項性能指標。熱導率越高,材料導熱性能越好。此外,由于功率模塊由不同材料封裝而成,芯片、覆銅陶瓷基板、散熱基板等具有不同的熱膨脹系數(shù),高溫條件下具有不同熱膨脹系數(shù)的材料會在結(jié)合界面產(chǎn)生熱應力,當熱應力超過材料的極限閾值,將會導致材料結(jié)合界面斷裂或損傷,因此散熱基板需要具有與芯片、覆銅陶瓷基板相接近的熱膨脹系數(shù),以提高模塊熱循環(huán)可靠性。
在早期,由于鋁碳化硅熱膨脹系數(shù)相比銅更接近芯片和覆銅陶瓷基板,可有效避免結(jié)合界面的熱應力,減少材料斷裂和損傷,提高功率模塊可靠性,因此在散熱基板發(fā)展早期階段得到了運用,但鋁碳化硅制作工藝復雜、成本較高,熱導率較低。英飛凌等功率模塊廠商通過改進封裝設計和工藝,提高焊接結(jié)合界面的可靠性,有效解決了銅材基板材料的熱循環(huán)可靠性問題。采用銅材散熱基板封裝的功率模塊,可經(jīng)歷上千次熱循環(huán)后焊接面仍無明顯退化,達到了車規(guī)級功率模塊的要求,加之銅材熱導率高于鋁碳化硅,工藝成本較低,因此銅材已取代鋁碳化硅成為制作散熱基板的主流材料。
除銅和鋁碳化硅外,亦有少數(shù)廠商使用鋁材制作散熱基板。鋁材相較于銅材價格更為低廉,但其熱導性能不佳,且熱膨脹系數(shù)與芯片、覆銅陶瓷基板匹配性較差,采用此方案的車規(guī)級半導體廠商較少。
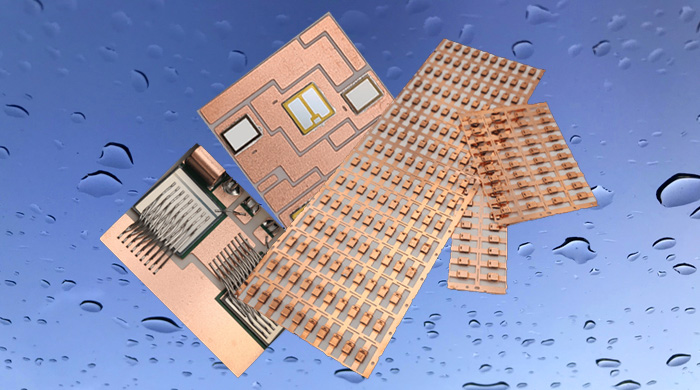
針翅結(jié)構(gòu)的銅散熱基板,是一種成形難度高且精度高的精密結(jié)構(gòu)件,對生產(chǎn)工藝要求嚴格,目前主要包括粉末冶金技術和精密鍛造技術,其中精密鍛造又可分為熱精鍛與冷精鍛。
金屬粉末注射成型技術(以下簡稱“MIM”)是將現(xiàn)代塑料注射成型技術引入粉末冶金領域而形成的一門新型粉末冶金近凈成形技術,其基本工藝過程是:選取符合 MIM 要求的金屬粉末和粘結(jié)劑,在一定溫度下采用適當?shù)姆椒▽⒎勰┖驼辰Y(jié)劑混合成均勻的喂料,經(jīng)制粒后注射成型,獲得的成型坯經(jīng)過脫脂處理后燒結(jié)致密化成為最終成品。
MIM 工藝在小型化、高精度、高難度形狀的精密零件制造領域相比較于傳統(tǒng)加工方法具有明顯優(yōu)勢,具備較強的競爭力。但 MIM 工藝也存其自身的局限性:①由于使用了大量的粘結(jié)劑,燒結(jié)過程收縮率較高,一般可達 13%-25%,內(nèi)部易產(chǎn)生孔隙,存在變形控制和尺寸精度控制的問題,且每批次產(chǎn)品燒結(jié)收縮率會受各種環(huán)境及原料等因素影響,影響產(chǎn)品合格率;②對原料粉末要求很細,粉末原料的價格一般較高,限制了該技術的廣泛應用;③制程工序較多,流程較為繁瑣。
精密鍛造成形技術是指零件成形后,僅需要少量加工或不再加工,就可以用作機械構(gòu)件的成形技術,即制造接近零件形狀和尺寸要求的毛坯,目前該技術廣泛運用于大批量生產(chǎn)結(jié)構(gòu)相對復雜的零部件。
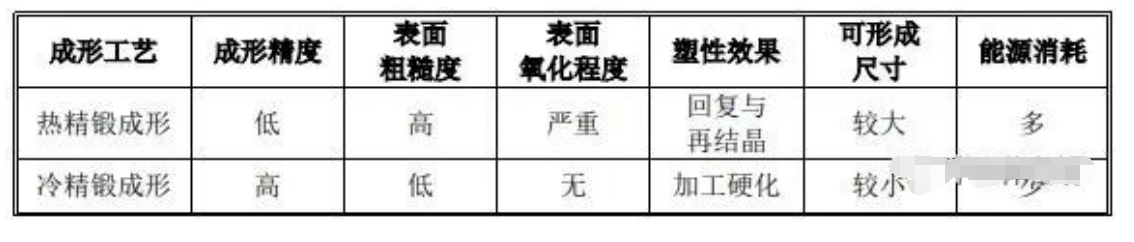
熱精鍛成形是指在再結(jié)晶溫度以上進行鍛造的精鍛工藝。因為變形溫度高,在進行鍛造時材料的變形抗力低,塑性好,所以易于成形幾何形狀復雜的零件。熱精密鍛造的優(yōu)缺點較為明顯,其優(yōu)勢在于高溫可減少金屬的變形抗力,因而減少壞料變形所需的鍛壓力,對處理較硬的金屬時較為高效,對模具設計要求不高。同時熱鍛使鍛壓設備噸位大為減少,可節(jié)約設備購置成本。熱精鍛劣勢在于鍛件冷卻過程存在熱脹冷縮現(xiàn)象,影響鍛件精度;高溫下鍛件表面易產(chǎn)生氧化或燒損缺陷,影響產(chǎn)品表面質(zhì)量;鍛造過程能耗高,增加能耗成本。
冷精鍛成形是指在常溫條件下的鍛造加工,利用安裝在設備上的模具,在強大壓力和一定速度下使金屬材料從模腔中擠出,從而獲得所需形狀、尺寸以及具有一定力學性能的鍛造方法。冷精鍛技術的成形精度比熱精鍛要高,在精密成形領域有著獨到的優(yōu)勢,具體優(yōu)點包括:①工件精度高,產(chǎn)品尺寸一致性好,形狀和尺寸容易控制;相比熱精鍛可避免高溫導致的外形誤差,產(chǎn)品表面無氧化和燒損等熱加工缺陷;②零件強度性能好,冷鍛產(chǎn)生的加工硬化效果可使產(chǎn)品的硬度顯著增強;③能源消耗小。但冷精鍛技術對模具的要求以及工藝技術的要求較高。
結(jié)構(gòu)相匹配才能鍛造出合格的產(chǎn)品,好的模具可以在提高產(chǎn)品良率的同時維持模具的耐用性。針翅結(jié)構(gòu)的銅散熱基板具有成形難度高且精度高等特點,終端運用于新能源汽車,下游客戶對產(chǎn)品精度、硬度、表面粗糙度等指標要求較高。散熱基板上分布的銅針極為密集,成百上千的銅針對模具強度的設計合理性提出了很大的挑戰(zhàn)。純銅作為一種鍛壓材料需要比鋁高出 2-3 倍的變形壓力,使得模具和鍛壓設備承受非常高的應力。如果模具設計不合理或達不到要求,就會產(chǎn)生應力集中和應力疲勞的問題,從而使得模具壽命得不到保證,并造成成形缺料、脫模變形等一系列問題,進而無法實現(xiàn)大批量生產(chǎn)。
車規(guī)級芯片封裝清洗:
合明科技研發(fā)的水基清洗劑配合合適的清洗工藝能為芯片封裝前提供潔凈的界面條件。
水基清洗的工藝和設備配置選擇對清洗精密器件尤其重要,一旦選定,就會作為一個長期的使用和運行方式。水基清洗劑必須滿足清洗、漂洗、干燥的全工藝流程。
污染物有多種,可歸納為離子型和非離子型兩大類。離子型污染物接觸到環(huán)境中的濕氣,通電后發(fā)生電化學遷移,形成樹枝狀結(jié)構(gòu)體,造成低電阻通路,破壞了電路板功能。非離子型污染物可穿透PC B 的絕緣層,在PCB板表層下生長枝晶。除了離子型和非離子型污染物,還有粒狀污染物,例如焊料球、焊料槽內(nèi)的浮點、灰塵、塵埃等,這些污染物會導致焊點質(zhì)量降低、焊接時焊點拉尖、產(chǎn)生氣孔、短路等等多種不良現(xiàn)象。
這么多污染物,到底哪些才是最備受關注的呢?助焊劑或錫膏普遍應用于回流焊和波峰焊工藝中,它們主要由溶劑、潤濕劑、樹脂、緩蝕劑和活化劑等多種成分,焊后必然存在熱改性生成物,這些物質(zhì)在所有污染物中的占據(jù)主導,從產(chǎn)品失效情況來而言,焊后殘余物是影響產(chǎn)品質(zhì)量最主要的影響因素,離子型殘留物易引起電遷移使絕緣電阻下降,松香樹脂殘留物易吸附灰塵或雜質(zhì)引發(fā)接觸電阻增大,嚴重者導致開路失效,因此焊后必須進行嚴格的清洗,才能保障電路板的質(zhì)量。
合明科技運用自身原創(chuàng)的產(chǎn)品技術,滿足芯片封裝工藝制程清洗的高難度技術要求,打破國外廠商在行業(yè)中的壟斷地位,為芯片封裝材料全面國產(chǎn)自主提供強有力的支持。
推薦使用合明科技水基清洗劑產(chǎn)品。
![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)





![[圖標]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)